
TM 5-4220-211-12&P
LUBRICATION/COOLING SYSTEM
e. Piston and Cylinder: Examine these carefully whenever there is a noticeable drop in output or high oil
consumption. Replace them if ridges or deep scratches are visible or if they were worn beyond specification. Piston Rings
can be measured forswear by checking their end gap. Measure end gap with the piston ring inserted 1" into the cylinder.
f.
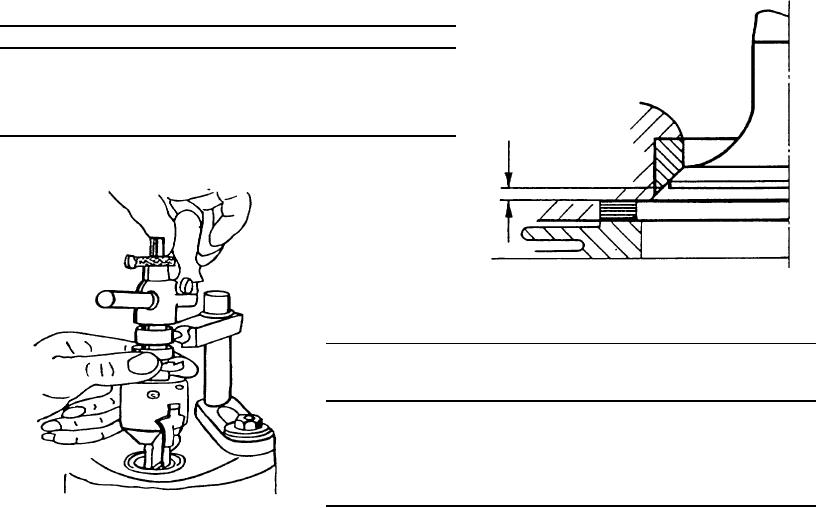
Valve Seats: All valve seats are cut at 450 angle. They should be free of noticeable wear or pitting. If
damaged, they may be either resurfaced or replaced. Use the valve cutter provided in the special tools set to resurface
the valves. Do not remove material unnecessarily. If the seats are cut too deep, hard starting and poor engine efficiency
will result. If the distance between the valve head and cylinder head face exceeds the limits shown below. the valve seat
must be replaced. Figure A-77.
Table A-2. MODEL AND END GAP
Model
End Gap
15A430/18A430
.2mm- .8mm
25A430
.3mm-1.0mm
36A430/36E435
.4mm-1.0mm
71A437
.4mm-1.0mm
95A437
.5mm-1.5mm
Figure A-77. Clearance Valve Head to Cylinder Face
Table A-3. INTAKE AND EXHAUST VALVE
Intake
Engine Model No.
Valve
Exhaust Valve
mm
mm
15A430/18A430
.0-0.1
.0-.1
25A430
1.1-1.2
.4-.5
36A430/36E435
1.1
1.4
A12, A14, A16
0.9
0.7
A22, A24, A26
71A437/95A437
1.0-1.1
1.0-1.1
Figure A-78. Installation of New Inserts
To replace the seat, grind or cut (using the valve seat cutter) out the seat until only a small, easily removable rim
remains. Remove the inserts. Figure A-78.
To install new inserts, heat the cylinder head to 80-90C (175-195F). Quickly press in the new inserts.
g. Testing a Rebuilt Engine. An engine which has been fitted with new bearings, cylinder and piston or valves
should be run-in at low speed for hour or more before any load is applied to the engine. Run for 2 hours more at
operating speed under a light load.
This will establish polished bearing surfaces and proper clearance between moving parts, adding years to the life
of the engine.
A-32